Keys Factors to Air Drying Paint Effectively and Efficiently
The process of air drying paint has been a challenge for solvent and waterborne paints. There are several factors that can prohibit allowing vehicles to dry on all surfaces including humidity, poor air movement, and boundary layers. The application of heated air and air movement systems in paint booths have proven to be an efficient way to aid in the air drying paint process.
The use of heated air can be used in every process of painting the car whether it is the primer, sealer, basecoat, or clear coat. Heated air aids in creating an evaporation effect, reducing humidity in the paint booth causing the dispersion of remaining moisture from wet paint on the vehicle or parts surface, speeding up the drying process. In drying clear coat the primary goal is to increase the surface temperature of the vehicle to 140°F on all surfaces horizontally and vertically to create the best drying environment for the most efficient results. Though heat has different application processes for solvent and waterborne paint.
In the waterborne paint drying process heat can be used in every step of painting including primer, sealer, basecoat, and clear coat. What determines whether or not heat should be used depends on the relative humidity in the paint booth. A low humidity painting environment is ideal for drying in spray booths and will provide faster drying times. High humidity in the paint booth will result in slower evaporation of water from the paint delivering slower dry times. Therefore in high humidity painting environments it is important to utilize a heating system in spray booths to improve drying efficiency. Every increase in temperature of about 10-15 degrees reduces relative humidity by approximately 10%. Paint shops that are located in low humidity environments do not require a heater for the spray booth due to the lack of relative humidity. Though, it is important to note that you want to refrain from heating the spray booth too much with primer, sealer, and base coat because if it gets too hot during those phases and it does not cool appropriately before the next step the paint job could be ruined.
The use of heat in the drying processes with solvent paints is not required but can still slightly improve drying times primarily in the clear coat application. The reason why solvent-based paints are not as dependent on heat for a faster dry is due to solvent evaporation rates. Solvents evaporate at higher rates regardless of the relative humidity, whereas waterborne dry times are longer in high humidity environments. Therefore heat can be helpful during the clear coat drying phase to ensure proper dryness on the entire vehicle surface as the goal is to achieve 140 degree surface temperature.
There are multiple booth types and each utilizes a different type of air movement to aid in the painting process. Popular booth types consist of
- Downdraft
- Downdraft Side Exhaust
- Semi-downdraft
- Crossdraft
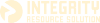
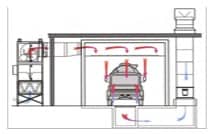 Downdraft booths are the most effective in the painting process. The air movement in downdraft booths enters the booth through filters in the ceiling and proceed down into the pit of the booth. This application is helpful when painting because overspray and debris are pulled into the pit due to the movement of air in the booth. This results in less risk of contamination in the painting and drying processes.
Downdraft booths are the most effective in the painting process. The air movement in downdraft booths enters the booth through filters in the ceiling and proceed down into the pit of the booth. This application is helpful when painting because overspray and debris are pulled into the pit due to the movement of air in the booth. This results in less risk of contamination in the painting and drying processes.
 Downdraft side exhaust is very similar to the downdraft booth other than the placement of the exhaust, the air still enters through the plenum of the booth. The exhaust is located at the back of the booth close to the floor rather than having a pit. The air movement enters the booth flowing down and as it gets closer to the ground it begins being pulled towards the back of the booth. This style booth is known as a shoe painter booth because overspray often gets pulled close to the floor and then has to travel to the rear end of the booth and often ends up on the painter’s shoes, or on other parts of the vehicle.
Downdraft side exhaust is very similar to the downdraft booth other than the placement of the exhaust, the air still enters through the plenum of the booth. The exhaust is located at the back of the booth close to the floor rather than having a pit. The air movement enters the booth flowing down and as it gets closer to the ground it begins being pulled towards the back of the booth. This style booth is known as a shoe painter booth because overspray often gets pulled close to the floor and then has to travel to the rear end of the booth and often ends up on the painter’s shoes, or on other parts of the vehicle.
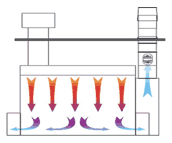
 Semi-downdraft booths utilize similar airflow to downdraft booths. Air enters through filters in the ceiling towards the front of the booth and the exhaust is located in the back of the booth on the lower portion of the wall. This air movement is a diagonal airflow rather than horizontal or vertical. A negative association with semi-downdraft booths is the existence of a dead zone, an area with no air movement. Overspray often gets caught in the dead zone and can cause contamination on the paint job. This dead zone also makes it difficult to dry whatever is in this zone whether the hood of a car or other parts that happen to be placed here.
Semi-downdraft booths utilize similar airflow to downdraft booths. Air enters through filters in the ceiling towards the front of the booth and the exhaust is located in the back of the booth on the lower portion of the wall. This air movement is a diagonal airflow rather than horizontal or vertical. A negative association with semi-downdraft booths is the existence of a dead zone, an area with no air movement. Overspray often gets caught in the dead zone and can cause contamination on the paint job. This dead zone also makes it difficult to dry whatever is in this zone whether the hood of a car or other parts that happen to be placed here.
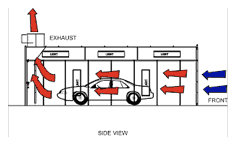 Crossdraft booths create horizontal air movement flowing from the front of the booth to the back. The air movement is a laminar air flow, which is airflow in a single direction. This airflow pattern is notorious for creating a boundary layer which disturbs the ability for vehicle surfaces and parts to dry after painted. Another downside to crossdraft booths is the possibility of contamination on the paint job. Oversprays only point of removal is through the exhaust in the back of the booth, therefore it increases the chances of contamination as overspray from the front of the booth will have to travel all the way to the back.
Crossdraft booths create horizontal air movement flowing from the front of the booth to the back. The air movement is a laminar air flow, which is airflow in a single direction. This airflow pattern is notorious for creating a boundary layer which disturbs the ability for vehicle surfaces and parts to dry after painted. Another downside to crossdraft booths is the possibility of contamination on the paint job. Oversprays only point of removal is through the exhaust in the back of the booth, therefore it increases the chances of contamination as overspray from the front of the booth will have to travel all the way to the back.
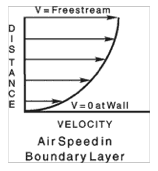
The issue with the natural air movement in the booth is the existence of the boundary layer, which occurs in every style of booth airflow. The boundary layer is a layer of air surrounding the surface of the car that is created by air molecules colliding with molecules on the surface of the vehicle, creating a layer of slower moving molecules. This process is known as friction. The slower moving air around the surface of vehicles and parts causes an increased dry time as moving air has difficulty penetrating this layer. Directed air is effective at breaking the boundary layer at the spot it is aimed at directly but ineffective in penetrating the entire boundary layer of hoods, side panels, bumpers, and all other surfaces. Another trick to breaking the boundary layer is a lower velocity, the high velocities expand the thickness of the boundary layer and breaking the boundary layer becomes even more difficult.
 Vapor entrapment occurs when the boundary layer causes vapor to become trapped in the paint finish. The boundary layer prohibits vapors from evaporating from the paint leaving moisture on the surface of the vehicle. This can result in quality issues if not fully dried before the next application of paint. On the base coat vapor entrapment weakens paint jobs and can cause the finish to bubble up and require a redo on the paint job. Once clear coat is applied and vapor entrapment has occurred on waterborne paint then the clear coat will have a foggy haze. With solvent paints if solvents get trapped under the clear coat it will cause craters or pop, this is where vapor will collect and will break through the clear coat to escape.
Vapor entrapment occurs when the boundary layer causes vapor to become trapped in the paint finish. The boundary layer prohibits vapors from evaporating from the paint leaving moisture on the surface of the vehicle. This can result in quality issues if not fully dried before the next application of paint. On the base coat vapor entrapment weakens paint jobs and can cause the finish to bubble up and require a redo on the paint job. Once clear coat is applied and vapor entrapment has occurred on waterborne paint then the clear coat will have a foggy haze. With solvent paints if solvents get trapped under the clear coat it will cause craters or pop, this is where vapor will collect and will break through the clear coat to escape.
Grooved surfaces are the most difficult areas to dry in paint booths because the boundary layer and vapor entrapment disrupt airflow from accessing some areas. For example bumpers are grooved surfaces where airflow has difficulty reaching the concave areas. Without the help of an air movement system penetrating the boundary layer can be difficult. A key factor to successfully drying all parts of a vehicle is the ability to penetrate the boundary layer on all surfaces to effectively dry all surfaces. If an air movement system is unable to penetrate the boundary layer on all surfaces the vehicle will dry unevenly and take longer to finish.
A difficult aspect of drying paint is the air movement in spray booths was designed for spraying paint, which needs to be taken into consideration when drying a vehicle or parts. To effectively dry paint an air movement system needs to effectively work with the existing air movement in the booth and turn the booth into a drying chamber, thus changing the characteristics of air movement in the booth. The existing air movement in paint booths is the movement of air in downdraft, downdraft side exhaust, semi-downdraft, or crossdraft spray booths.
 Knowing and understanding how spray booth air movement works is essential to getting the most out of the drying process. Airflow, velocity, and heat are all key factors in effectively drying cars and breaking the boundary layer. The inability to break the boundary layer or apply heat can and will cause inefficiency in the drying process. Turning the spray booth into a drying chamber will give the best results for drying paint and accomplishing that efficiently.
Knowing and understanding how spray booth air movement works is essential to getting the most out of the drying process. Airflow, velocity, and heat are all key factors in effectively drying cars and breaking the boundary layer. The inability to break the boundary layer or apply heat can and will cause inefficiency in the drying process. Turning the spray booth into a drying chamber will give the best results for drying paint and accomplishing that efficiently.